구배 각도 설명
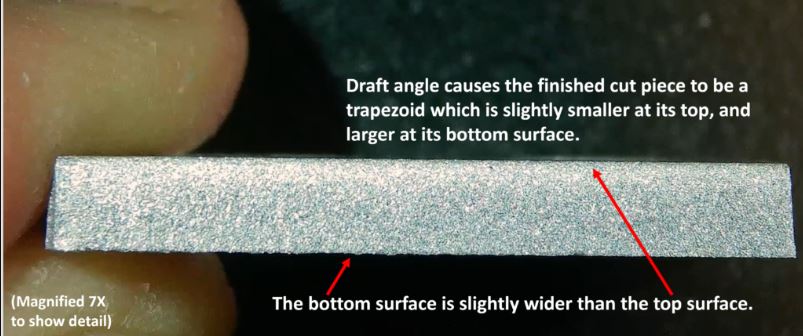
WAZER를 포함한 모든 워터젯은 절단 시 약간의 구배 각도를 남깁니다. 이는 절단 흐름이 절단 중인 재료의 상단 표면에 닿을 때 더 많은 에너지를 갖고 바닥 표면으로 절단할 때에는 더 적은 에너지를 갖기 때문입니다.
이로 인해 상단이 약간 더 넓어지고 하단이 더 좁아지게 절단되어 결과적으로 절단 조각의 상단이 약간 더 작고 하단 표면이 약간 더 넓어집니다. 절단된 조각이 측면에서 볼 때 가벼운 사다리꼴 형태를 취하므로 아래에서 볼 수 있습니다.
이 기사에서는 WAZER 워터젯에서 기대할 수 있는 구배 각도와 절단 시 구배 각도 효과를 줄이는 방법에 대해 설명합니다.
1. WAZER 워터젯 드래프트 각도
2. WAZER 컷에서 구배 각도를 줄이는 방법
1. WAZER 워터젯 드래프트 각도
WAZER 워터젯은 최저 2도 미만에서 최고 12도까지의 드래프트 각도를 생성합니다.
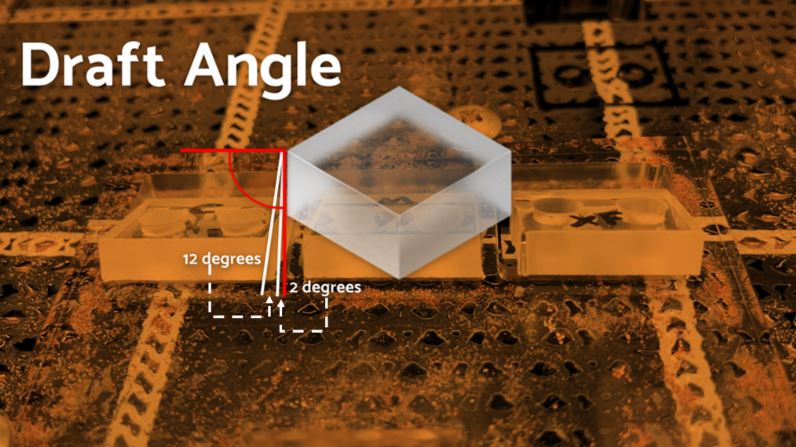
드래프트 각도는 절단되는 재료의 두께와 워터젯 갠트리의 절단 속도라는 두 가지 주요 요소의 영향을 받기 때문에 범위는 2~12도입니다. 다양한 일반 재료, 다양한 두께 및 다양한 절단 속도에 대한 실제 구배 각도는 아래 표 1을 참조하십시오.
- 재료 두께 - 구배 각도는 재료가 얇을수록 재료가 두꺼운 경우 구배 각도는 작습니다.
- 갠트리 절단 속도 - 절단 속도가 빠를수록 구배 각도가 커지고, 절단 속도가 느릴수록 구배 각도가 작아집니다.
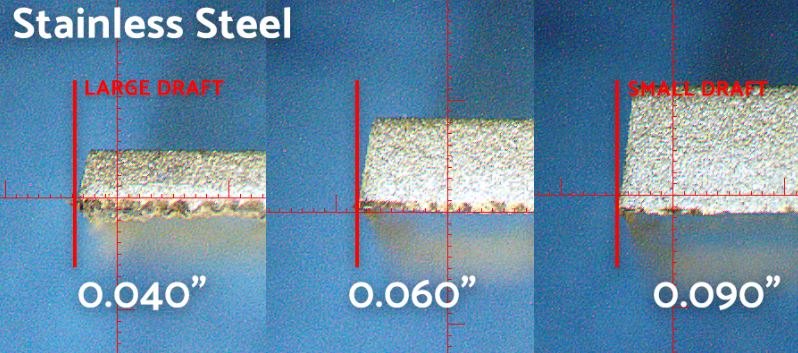
재료 두께가 구배 각도에 영향을 미침
아래 사진 그림은 재료 두께에 따라 구배 각도가 어떻게 다른지 보여줍니다. 스테인레스강의 두께가 0.040" 에서 0.090"으로 증가함에 따라 구배각은 작아졌습니다.
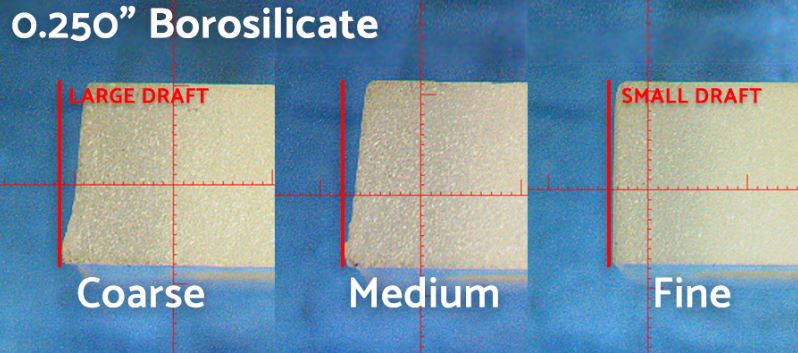
절단 속도는 구배 각도에 영향을 미칩니다
아래의 두 사진 그림은 절단 속도에 따라 구배 각도가 어떻게 다른지 보여줍니다. 0.1875" 연강과 0.250" 붕규산 유리 모두 절단 속도가 느려짐에 따라 ("거친" 절단에서 "고운" 절단으로) 구배 각도가 다시 작아졌습니다.

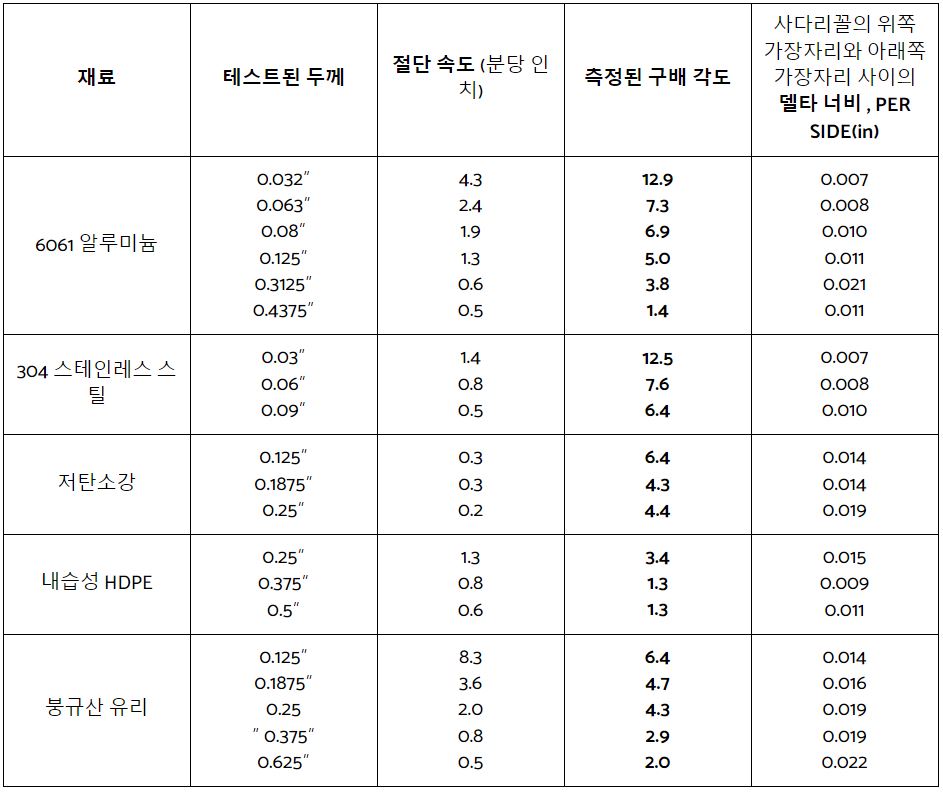
아래 표1은 다양한 재료, 두께 및 절단 속도에 대한 구배 각도 효과의 측정값을 보여줍니다. 보시다시피, 구배 각도는 더 얇은 재료와 더 빠른 절단 속도에서 가장 커집니다.
맨 오른쪽 열은 절단된 부품에 대한 의미를 공유하며 절단된 사다리꼴의 상단 가장자리와 하단 가장자리의 너비 차이를 보여줍니다. 구배 각도는 두께에 따라 감소하지만 위쪽 가장자리와 아래쪽 가장자리 폭의 차이는 실제로 두께에 따라 증가합니다.
이는 구배 각도 효과를 보여주는 예시 샘플입니다. 구배 각도가 응용 분야에 중요한 경우 실제 구배 각도를 결정하기 위해 특정 재료 또는 두께로 테스트 절단을 수행할 수 있습니다.
표1. 구배 각도 측정 - 재료 및 두께 테스트
2. WAZER 컷에서 구배 각도를 줄이는 방법
언급한 바와 같이 워터젯과 WAZER를 사용하여 절단할 때는 항상 구배 각도 요소가 있습니다. 실제 사용 사례, 설계 및 제작 요구 사항, 허용 가능한 공차에 따라 구배 각도가 중요할 수도 있고 중요하지 않을 수도 있습니다.
절단 시 구배 각도를 줄여야 하는 경우 절단 속도를 줄이는 방법이 있지만 이 방법에는 제한 사항과 비용이 있으며 비용 효율적이지 않을 수 있습니다.
- 아래 표2는 절단 속도가 느려질수록 구배 각도가 어떻게 감소하는지 보여줍니다. 예를 들어, 0.125인치 6061 알루미늄의 경우 절단 속도가 분당 1.7인치(IPM)에서 0.71IPM으로 감소하면 해당 드래프트 각도가 5.7도에서 3.6도, 즉 2도 개선됩니다.
- 절단 속도가 느리면 구배 각도가 줄어들 수 있지만 이러한 개선을 달성하려면 상당한 상충 관계와 비용이 필요합니다
- 절단 속도가 느려질수록 부품(0.125인치 6061 알루미늄)을 절단하는 데 소요되는 시간과 소비되는 가넷 연마재의 양이 모두 150% 증가했습니다.
- 절단 부품당 비용은 소비된 가넷 연마재의 양에 크게 영향을 받으므로 연마재 소비가 증가하면 부품당 비용이 직접적으로 증가합니다.
- 또한 절단 속도를 추가로 늦추면 구배 각도가 더 이상 감소하지 않을 수 있으며 절단 속도가 느려지고 연마재 소비 비용이 추가될 수 있습니다.
- 따라서 우리는 구배 각도를 조금만 줄이기 위해 절단 속도를 줄이는 것이 많은(또는 대부분의 상황)에서 반드시 권장되는 접근 방식은 아니라고 생각합니다.
- 다시 말하지만, 맨 오른쪽 열에는 절단된 부품에 대한 의미, 즉 절단된 사다리꼴의 상단 가장자리와 하단 가장자리의 너비 차이가 표시됩니다. 표 1과 대조적으로, 아래 표 2에서는 절단 속도가 변하는 동안 재료 두께가 일정하게 유지되었습니다. 따라서 절단 속도가 감소함에 따라 구배 각도와 사다리꼴의 상단 및 하단 가장자리 너비 차이가 모두 감소했습니다.
표2. 구배 각도 측정 - 절단 속도 테스트

WAZER의 WAM 소프트웨어를 사용하면 절단 속도를 늦추고 절단 시 구배 각도를 줄일 수 있습니다. 이 소프트웨어를 사용하면 절단 속도 또는 WAZER 워터젯의 갠트리 동작 속도를 조정하는 절단 품질을 선택할 수 있습니다. 방법은 다음과 같습니다.
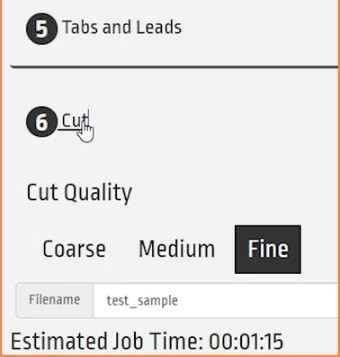
- WAZER의 WAM 소프트웨어에서는 왼쪽에 표시된대로 거친, 중간 또는 미세한 절단 품질을 선택할 수 있습니다.
- 이 절단 품질 설정은 갠트리 동작 속도를 직접 제어합니다.
- 거친 절단은 절단 속도가 더 빠르고 미세 절단은 절단 속도가 느립니다.
- 거친 절단 품질과 빠른 절단 속도로 인해 구배 각도가 더 커집니다.
- 대조적으로, 절단 속도가 느린 정밀 절단 품질은 구배 각도를 감소시킵니다.
- 구배 각도를 줄이려면 WAM에서 고품질 설정을 선택하십시오.
결론
모든 워터 제트는 절단되는 재료의 두께와 갠트리 속도에 따라 달라지는 드래프트 각도를 생성합니다. 재료가 두껍고 절단 속도가 느리면 구배 각도가 줄어들고, 반대의 경우 구배 각도가 늘어납니다. WAZER의 구배 각도는 최저 2도 미만부터 최고 12도까지 입니다.
주어진 재료와 두께에 대한 구배 각도를 줄이려면 WAZER WAM 소프트웨어의 고품질 전단 옵션을 사용하세요. 그러면 절단 속도가 느려집니다.